13
Problems Associatedwith Split and Splitless Injections
When performed properly, split and splitless injections are easy to automate, produce nar-
row peaks, and yield consistent run-to-run peak areas. However, split and splitless injections
have inherent limitations associatedwith vaporizing the sample in a hot injection port.
Thermal Decomposition:
The injection port temperature is a critical factor in optimizing
hot vaporization injection techniques. If the injection port temperature is too low, high
molecular weight analyteswill not vaporize completely andwill not be transferred to the
head of the column efficiently (as shown by peaks 14, 15 and 16 in Figure 9). If the injec-
tion port temperature is too high, thermally labile compounds can break down inside the
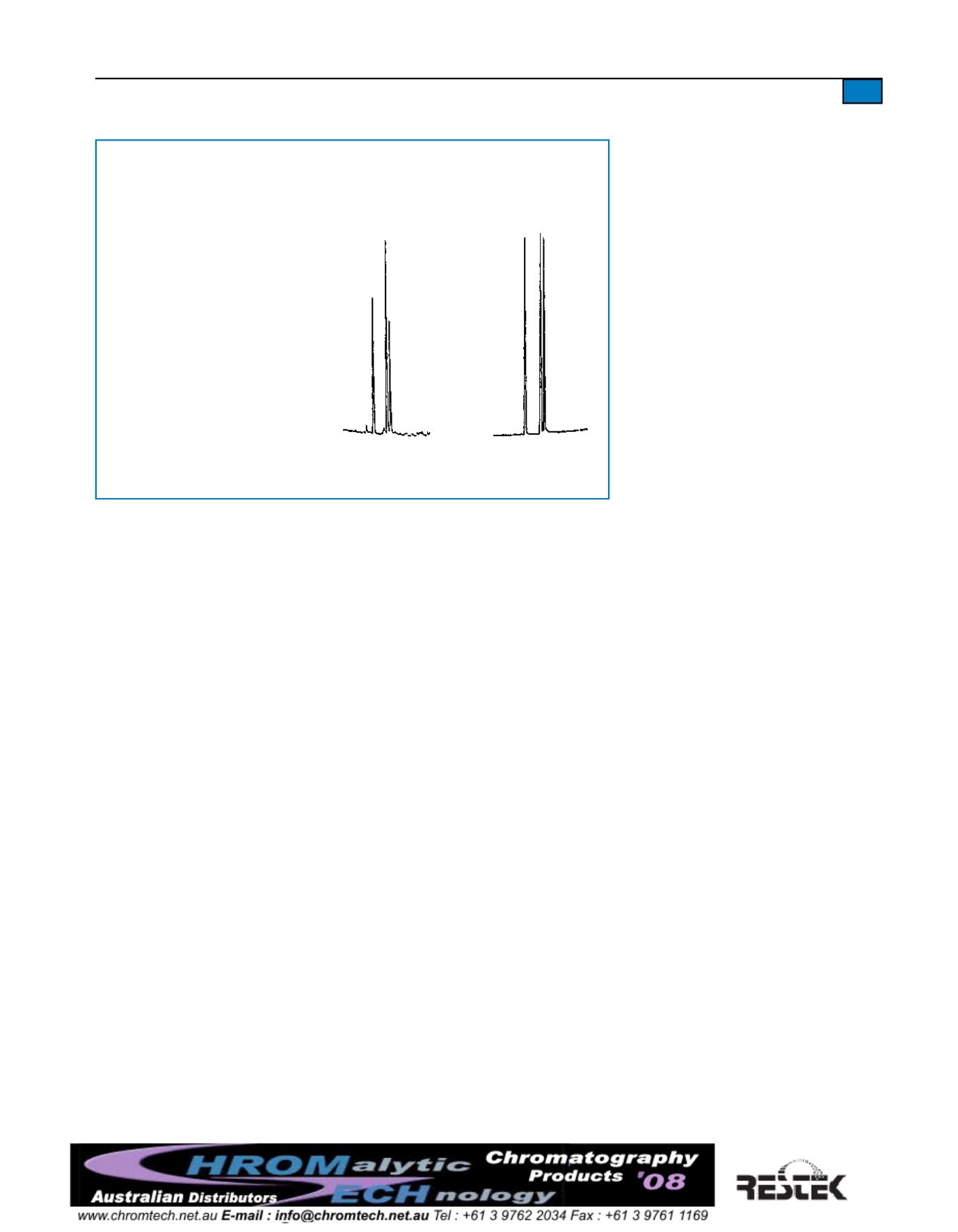
injection port before reaching the column. Figure 10 shows the effect of temperature on
thermally labileTMS derivatives of fatty acids.When the injection port temperature is set at
280°C, the response for theTMS derivatives is reduced.When the injection port tempera-
ture is lowered to 200°C, the response for theTMS derivatives is comparable to triacontane
at equivalent sample concentrations. Careful optimization of injection port temperatureswill
maximize sample vaporizationwhileminimizing sample decomposition.
ActiveCompounds:
Active compounds can be problematic in split or splitless injections.
The high surface area and heat needed to uniformly vaporize the sample can cause these
compounds to break down or be adsorbed onto the surface of the injection port liner.
Deactivated inlet liners, and Silcosteel
®
-treated or gold-plated inlet seals can helpminimize
active sites in the injection port. If tailing peaks and poor response for active compounds
cannot be corrected by using properly deactivated inlet liners and treated inlet seals, other
injection techniques such as cold on-column or temperature-programmed injections should
be considered.
MolecularWeight Discrimination:
In hot vaporization injections, one injection port temper-
ature is used to vaporize all of the analytes in one sample injection. Compounds spanning a
range ofmolecular weights and boiling pointswill exhibit differences in response for equal
concentrations of analyte. Highmolecular weight, high boiling point analyteswill have a
noticeably reduced responsewhen compared to lowermolecular weight, lower boiling point
analytes. This effect ismore pronouncedwhen analyzing samples that have a broad range of
molecular weights and boiling points. Samples containing analytes that aremore closely
grouped bymolecular weight and boiling point show lessmolecular weight discrimination.
1. TMS tetracosanoate (thermolabile)
2.
n
-triacontane (stable)
3. TMS hexacosanoate (thermolabile)
15m x 0.32mm ID fused silica coatedwith
0.25µm bondedmethyl silicone
Sample: 1µLeach of TMS
n
-tetracosanoate,
TMS
n
-hexacosanoate, and
n
-triacontane in
n
-
nonane at 2ng/µLeach component.
GC: 3000 SeriesVarian gas chromatograph
with 1077 split/splitless injector, FID and
autosampler.
Split/splitless injector:
Run 1:SPI held at 280° C
Run 2: SPI held at 200°C
Carrier gas: helium at 47cm/sec.
Oven: 130° to 280°C 20°C/min. (hold 2min.)
FID: 300°C, 32 x 10
-12
1
2
3
1 2
3
Chromatograms courtesy of Varian
Instrument Co.
280°C:
Injector too hot,
thermal degradation evident
200°C:
Injector tempera-
ture appropriate, break-
downminimized
Figure 10.
TheDonike Test illustrates the importance of injector temperaturewhen a sample
contains thermally labile compounds.
✶
For customer service, call
800-356-1688, ext. 3
(814-353-1300, ext. 3)
or call your local
Restek representative.


